PLASMA ARC WELDING
The Process:-
Plasma arc welding (PAW) is an arc welding process that melts and joins metals by heating them with a constricted arc established between a tungsten electrode and the metals, as shown in Figure 1. It is similar to GTAW, but an orifice gas as well as a shielding gas is used. As shown in Figure 2, the arc in PAW is constricted or collimated because of the converging action of the orifice gas nozzle, and the arc expands only slightly with increasing arc length. Direct-current electrode negative is normally used, but a special variable polarity PAW machine has been developed for welding aluminium, where the presence of aluminium oxide films prevents a keyhole from being established.
Arc Initiation:-
The tungsten electrode sticks out of the shielding gas nozzle in GTAW (Figure 1b) while it is recessed in the orifice gas nozzle in PAW (Figure 1b). Consequently, arc initiation cannot be achieved by striking the electrode tip against the workpiece as in GTAW. The control console (Figure 1a) allows a pilot arc to be initiated, with the help of a high-frequency generator, between the
electrode tip and the water-cooled orifice gas nozzle.The arc is then gradually transferred from between the electrode tip and the orifice gas nozzle to between the electrode tip and the work piece.
Keyholing:-
In addition to the melt-in mode adopted in conventional arc welding processes (such as GTAW), the keyholing mode can also be used in PAW in certain ranges of metal thickness (e.g., 2.5–6.4mm).With proper combinations of the orifice gas flow, the travel speed, and the welding current, keyholing is possible. Keyholing is a positive indication of full penetration and it allows the use of significantly higher welding speeds than GTAW. For example, it has been reported that PAW took one-fifth to one-tenth as long to complete a 2.5-m-long weld in 6.4-mm-thick 410 stainless steel as GTAW. Gas–tungsten arc welding requires multiple passes and is limited in welding speed. 304 stainless steel up to 13mm (1/2 in.) thick can be welded in a single pass. The wine-cup-shaped weld is common in keyholing PAW.
Advantages and Disadvantages :-
Plasma arc welding has several advantages over GTAW. With a collimated arc, PAW is less sensitive to unintentional arc length variations during manual welding and thus requires less operator skill than GTAW. The short arc length in GTAW can cause a welder to unintentionally touch the weld pool with the electrode tip and contaminate the weld metal with tungsten. However, PAW does not have this problem since the electrode is recessed in the nozzle. As already mentioned, the keyhole is a positive indication of full penetration, and it allows higher welding speeds to be used in PAW. However, the PAW torch is more complicated. It requires proper electrode tip configuration and positioning, selection of correct orifice size for the application, and setting of both orifice and shielding gas flow rates. Because of the Keyholing need for a control console, the equipment cost is higher in PAW than in GTAW. The equipment for variable-polarity PAW is much more expensive than that for GTAW.
Read More about Fusion Welding <<<<< Click Here >>>>>
(REF.- Welding Metallurgy, Second Edition. Sindo Kou Copyright 2003 John Wiley & Sons, Inc. ISBN: 0-471-43491-4)
The Process:-
Plasma arc welding (PAW) is an arc welding process that melts and joins metals by heating them with a constricted arc established between a tungsten electrode and the metals, as shown in Figure 1. It is similar to GTAW, but an orifice gas as well as a shielding gas is used. As shown in Figure 2, the arc in PAW is constricted or collimated because of the converging action of the orifice gas nozzle, and the arc expands only slightly with increasing arc length. Direct-current electrode negative is normally used, but a special variable polarity PAW machine has been developed for welding aluminium, where the presence of aluminium oxide films prevents a keyhole from being established.
 | ||
| Fig-1 Plasma arc welding: (a) overall process; (b) welding area enlarged and | shown with key holing. |
Arc Initiation:-
The tungsten electrode sticks out of the shielding gas nozzle in GTAW (Figure 1b) while it is recessed in the orifice gas nozzle in PAW (Figure 1b). Consequently, arc initiation cannot be achieved by striking the electrode tip against the workpiece as in GTAW. The control console (Figure 1a) allows a pilot arc to be initiated, with the help of a high-frequency generator, between the
electrode tip and the water-cooled orifice gas nozzle.The arc is then gradually transferred from between the electrode tip and the orifice gas nozzle to between the electrode tip and the work piece.
Keyholing:-
In addition to the melt-in mode adopted in conventional arc welding processes (such as GTAW), the keyholing mode can also be used in PAW in certain ranges of metal thickness (e.g., 2.5–6.4mm).With proper combinations of the orifice gas flow, the travel speed, and the welding current, keyholing is possible. Keyholing is a positive indication of full penetration and it allows the use of significantly higher welding speeds than GTAW. For example, it has been reported that PAW took one-fifth to one-tenth as long to complete a 2.5-m-long weld in 6.4-mm-thick 410 stainless steel as GTAW. Gas–tungsten arc welding requires multiple passes and is limited in welding speed. 304 stainless steel up to 13mm (1/2 in.) thick can be welded in a single pass. The wine-cup-shaped weld is common in keyholing PAW.
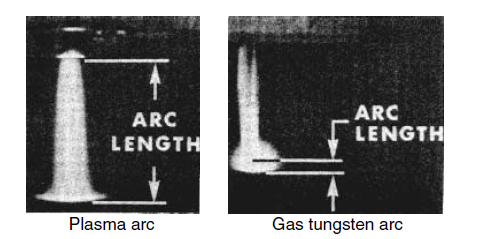 | ||
| Fig-2 From Welding | Handbook (5). Courtesy of American Welding Society. |
Advantages and Disadvantages :-
Plasma arc welding has several advantages over GTAW. With a collimated arc, PAW is less sensitive to unintentional arc length variations during manual welding and thus requires less operator skill than GTAW. The short arc length in GTAW can cause a welder to unintentionally touch the weld pool with the electrode tip and contaminate the weld metal with tungsten. However, PAW does not have this problem since the electrode is recessed in the nozzle. As already mentioned, the keyhole is a positive indication of full penetration, and it allows higher welding speeds to be used in PAW. However, the PAW torch is more complicated. It requires proper electrode tip configuration and positioning, selection of correct orifice size for the application, and setting of both orifice and shielding gas flow rates. Because of the Keyholing need for a control console, the equipment cost is higher in PAW than in GTAW. The equipment for variable-polarity PAW is much more expensive than that for GTAW.
Read More about Fusion Welding <<<<< Click Here >>>>>
(REF.- Welding Metallurgy, Second Edition. Sindo Kou Copyright 2003 John Wiley & Sons, Inc. ISBN: 0-471-43491-4)
Comments
Post a Comment