FLUX-CORE ARC WELDING (FCAW)
The Process:-
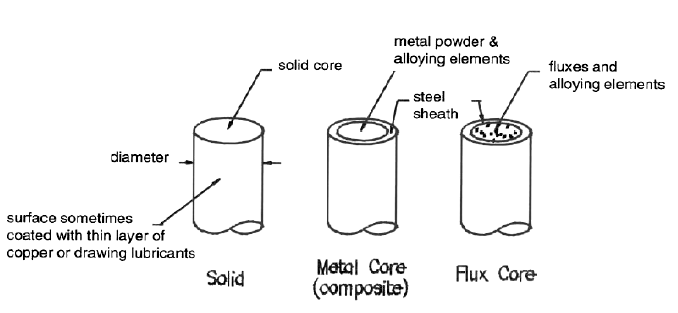
Flux-core arc welding (FCAW) is similar to GMAW, as shown in Figure a. However, as shown in Figure b, the wire electrode is flux cored rather than solid; that is, the electrode is a metal tube with flux wrapped inside. The functions of the flux are similar to those of the electrode covering in SMAW, including protecting the molten metal from air. The use of additional shielding gas is optional.
Types of continuous wire electrodes:-

The Process:-
Flux-core arc welding (FCAW) is similar to GMAW, as shown in Figure a. However, as shown in Figure b, the wire electrode is flux cored rather than solid; that is, the electrode is a metal tube with flux wrapped inside. The functions of the flux are similar to those of the electrode covering in SMAW, including protecting the molten metal from air. The use of additional shielding gas is optional.
 |
| Flux-Core Arc Welding (FCAW) (a) overall process (b) welding area enlarged |
Advantages of FCAW:-
Disadvantages of FCAW:-
- Slag must be removed
- Higher fume generation than GMAW and SAW
- Spatter
- Equipment is more expensive and complex than SMAW
- FCAW wire is more expensive
Comments
Post a Comment